JEREMIAH SMITH AND SON LTD, 9 NEWBRIDGE STREET, WOLVERHAMPTON
THE MEMORIES OF A.J.V.WHITEHOUSE
Tony Whitehouse provided the following memories of this firm in
1999. All the photos were taken in 2002. Thanks to Neil Turner for cheerfully
allowing entry to take photographs.
My mother was Mabel Helen Whitehouse, nee Jones. Her father was Jeremiah
William Jones who was the Working Director and Manager of Jeremiah Smith & Sons circa
1920.
He lived at 9 Newbridge Street until the mid 1930s, when he moved to a new semi
detached house at Pendeford Lane, Wolverhampton. The other directors of Jeremiah Smith
& Sons Limited were Fred and Ernie Smith; but I have no recollection of where they
lived or their background.
 |
Numbers 9 & 10 Newbridge Street.
A pair of late 19th century houses with an access way between them which once lead to the
lockworks. |
I was born on 31 January 1925 at 87 Newbridge Street, which is almost
opposite to number 9.
Number 87 was at that time owned by J. W. Jones. We certainly paid rent to him
right up to his death during World War II, when it was willed to my mother.
| From an early age, once I had become mobile, probably from
4 years onwards, I was a frequent visitor to the lockworks and often played in the
comparative safety of the yard. Number nine itself was the home
of J. W. Jones, thought eventually it came to serve as an office building.
In the yard behind the house there were four distinct buildings. All the
buildings were of typical early/mid Victorian industry style with arched metal framed
windows. The manufacturing interiors were brick or earth ground floors, solid wooden
stairs and floors at first floor. There were no ceilings. All the beams and roof structure
were exposed. |

87 Newbridge Street
|
 |
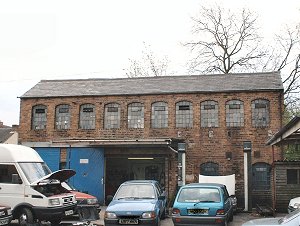
The works seen from Newbridge Street.
The gate piers to the right gave access to the works but were not generally
used. Mr. Hill's house would have been to the right of them but is has now been
replaced by modern houses. |
The lockworks of
Jeremiah Smith & Sons Ltd., circa 1930.
1: the warehouse, with the office at the Newbridge Street
end.
2: the main workshop,
3A: the casting shop
3B: the machine shop
3C: derelict workshop, originally with internal
stairs to the upper floor. Disused before 1925. Demolished by 1999.
Behind No.10 is its garden. Behind that, next to the main
workshop, was the garden area for No.9. The area between the warehouse and the
derelict workshop was rough, disused garden ground. The house on the right was that of Mr.
Hill, the Secretary. |
 |
 |
detail of buildings 2, 3A and 3B
above. 1: coke and sand store
2: casting shop sand tray; there was a plinth on the other
two sides.
3: machine shop bellows forge.
4: line shafts, with drive from -
5: gas engine
6: The main workshop, of two storeys. There were work
benches round all sides of both floors, with stairs in the centre.
|
A particular feature, which I well remember, was the gas engine, which
was a single cylinder and crank machine driven from the town gas supply. It had a large
flywheel about 6/7 ft in diameter which had to be swung, rather like an aircraft
propeller, to start the engine. There was a pilot jet to fire the gas, which was admitted
and regulated by a set of rotating governors half linked to the output drive. When
running, the intermittent thump thump of the engine was a workday feature of the
neighbourhood. But I cannot recall anyone complaining about it.
| On the side of the crank support frame opposite to the
flywheel was the main drive pulley for the belt driven machinery. This extended through
the machine shop wall and through to the main workshop where there were line shafts and
belts everywhere. I was never encouraged to get too near
because of the particles flying from the grinders etc. and the belts coming off.
There was also a typical bellows coke forge at one end of the machine
shop. |
The main workshop |
Even with the machinery, files were very much a work tool and I remember
small sacks of files going out for re-cutting and into the works as new. Where they went
or came from I never knew.
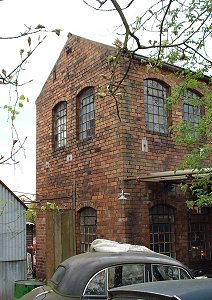
The main workshop seen from the St. Jude's School end. |
The real place of interest was always the casting shop,
where there was a hand bellows operated coke furnace in the corner. Brass would come in as either small ingots or scrap and be dropped into what
looked like a grey graphite crucible pot nestled into the hot coke.
When the moulds had been prepared and all was ready, the caster would
lift out the pot of molten brass with hand tongs, scrape off floating dross and then pour
the liquid metal into three separate holes in each mould block until they were just full,
then move on. Usually there would be four, perhaps five, mould frames.
When pouring was going on the small casting shop filled with grey
sulphurous fumes, with bits floating in the air like snowflakes. |
The next process was to allow the brass to set and then to break open
the mould blocks to reveal the still hot and smoking raw castings, looking rough and
blackened, attached to the main mould feeds. The useful castings, usually the lock
casings, were then broken off, quenched and sent as a batch to the workshop.
| The sand from the casting would be fine riddled and the
lumps discarded. New red sand was added to make up as needed. The caster would then fill half of the mould block with damp sand, level off and
carefully insert the mould patterns into the sand. A few deft taps and the patterns were
removed. Filling channels were pressed in, then the prepared mould surface was given a
light dusting of pounded up soft brick dust from a shaker bag. The mould halves were
brought together and the process repeated.
The previous mould cores were of course recycled into the pot for
re-melting.
I have no idea of the method employed to determine the correct
copper/zinc alloy proportions (should it have been deemed necessary). |

The upper floor of the main workshop
showing the open roof.
|
In the machine shop and workshop there followed all the drilling, filing
and finishing processes which resulted in the finished product.

The casting shop on the left and the machine shop on the right.
The gas engine shed has been demolished. |
The lock levers were made from strip brass, pressed
out to shape using hand fly presses. The lever combinations could be altered by using
different fly press tools. I cannot remember seeing any of the final processes which
matched the shaped keys to the levers. From the workshop the finished locks went into the
warehouse where they were impressed with the maker's name etc by hand fly press,
lacquered, dried and then wrapped in tissue and boxed in cartons ready for dispatch. |
The warehouse walls were covered in a multitude of open fronted small
wood box storage compartments to act as stores for all the various bit and pieces for
manufacture and as storage for some finished locks.
| The office area comprised of a Dickensian long desk with a
couple of tall stools and the usual record file racks. I cannot remember any closed filing
cabinets but I think there was a small safe. During the mid 1930s the common line shaft
and belt drive machinery was replaced by individual electric motors.
Transport of materials to and from the lockworks in the 1920/1930s was almost entirely
by horse drawn, iron wheeled wagons (mostly LMS). One dare by us lads was to creep under
the horse whilst it was waiting for the delivery driver. The horses never seemed to mind.
During this time there would have been about 30 people employed at the works but this
number gradually reduced until the works closed.
|

The chimney to the machine shop bellows
forge is still in place.
|
In my teenage years and later, although I continued to live at 87
Newbridge Street until 1948 (3 1/2 years war service in Royal Navy included), my interest
in the lockworks waned, particularly after my grandfather vacated 9 Newbridge Street. In
the mid 1950s I was once asked to represent my mother (who had shares left to her) at a
shareholders meeting, one item of which was to consider appointment of Mr Hill, the
secretary who had served Jeremiah Smith in an executive capacity for many years, to
position of Director. This was voted out.
In keeping with the tradition of the time my grandfather, Jeremiah Smith, was also an
active Methodist supporter and regularly attended Cranmer Methodist Church, where I also
attended and was married in July 1948.
In May of 1999, out of curiosity, I visited the lockworks site, part of which is now
occupied by a car repair business. The present occupants were very helpful. Their car
repair business is on the area of the old lockworks machine shop and ground floor of the
lock workshop. The buildings are still existing pretty much as I remember them but now
seem remarkably small compared with how I recollected them. I did not enquire whether the
old warehouse or Number 9 were still accessible.
One possibility that has occurred to me is that the works of Jeremiah Smith & Sons
probably represent the western limits of lockmaking in the Wolverhampton/Willenhall area.

|
Return to
list of makers |
|
